Ефремов Г.Е. «ПИЛИ, ПИЛА…» Сарафанников В.Н. «ИСКУССТВЕННЫЕ ЦВЕТЫ» Савельев А.А. «ФАСАД — ЛИЦО ДОМА» Сарафанников В.Н. «ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНЫХ СВЕЧЕЙ» --- Журнал «СДЕЛАЙ САМ» № 4∙2009 Подписная научно-популярная серия
СПРАШИВАЙ БЫВАЛОГО
Пили, пила…
Г.Е.Ефремов
Нужные работники —
столяры и плотники.
Сработать мебель мудрено:
сначала мы
берем бревно
и пилим доски
длинные и
плоские.
В.В. Маяковский. Кем быть?
В нашей стране, богатой лесами, широко применяется древесина — материал легко обрабатываемый, доступный, долговечный, красивый, теплотворный и практически универсально используемый во всех отраслях народного хозяйства и в жизни каждого человека. Ее обрабатывают, применяя всевозможные деревообрабатывающие инструменты и станки, среди которых наиболее применяемые — это пилы ручные и механизированные. На лесозаготовках, где ведется первичная обработка древесины, механизированными пилами спиливают деревья, очищают их от сучьев, разделывают на кряжи, чурбаки и поленья для дров. В производстве пиломатериалов при распиловке бревен также с помощью пил получают брусья, бруски и доски, из которых столяры, плотники и многочисленные любители воздвигают разнообразные деревянные строения: срубы, дома, бани, мосты, заборы, изготавливают мебель, рамы, двери и изделия, необходимые в хозяйстве и украшающие дом и быт.
Пилы по своему назначению изготавливают в разных конструктивных исполнениях, но все они имеют ряд зубьев, которые при распиливании древесины разрушают ее структуру, прорезывают пропил, удаляют из него получаемые опилки, и в результате пиломатериал раздваивается или принимает задуманную форму и размеры.
Пилы по приводу движения в распиливаемой древесине и конструктивному оформлению можно разделить на следующие разновидности.
• Ручные, изготавливаемые из стальных тонких полотен определенных размеров, на одной из длинных сторон (иногда на обеих) которых нарезаны зубья. Как подсказывает само название, движителем этих пил при распиливании древесины являются руки человека. К ручным пилам относятся: ножовки, двуручные и лучковые, специальные (наградки, фанерные, шпунтовые) и лобзики. Они применяются очень широко в домашнем хозяйстве, саду, огороде. Наверное, нет российской семьи, где бы не пользовались ножовкой или двуручной пилой, особенно они нужны в сельских районах, где условия жизни больше всего связаны с древесиной. На рис. 7-11 представлено разнообразие ручных пил.
• Цепные, представляющие собой переносные моторные пилы, основным узлом которых является консольно-направляющая шинка со звездочкой, кинематически связанной с пильной цепью, конструктивно отдаленно напоминающей велосипедный привод. Пильная цепь состоит из чередующихся режущих, соединительных и направляющих звеньев, шарнирно соединенных заклепками в замкнутый круговой контур. Она находится в зацеплении с вращающейся звездочкой, совершает круговое поступательное движение по направляющей шинке со скоростью 10–15 м/с и при распиливании древесины, как и ручные пилы, разрушает ее структуру, создает пропил и выносит из него опилки.
Моторные пилы по типу приводного двигателя разделяются на бензиномоторные и электромоторные. Энергия двигателя через выходной вал, муфту сцепления и понижающий редуктор передается на звездочку, являющуюся ведущим звеном. Моторные пилы широко применяются на лесоразработках, при возведении всевозможных деревянных строений, сооружений и заготовке дров в сельских районах.
• Дисковые — круглые пилы, на радиальной поверхности которых нарезаны зубья, как в ручных пилах, разрушающие структуру обрабатываемого материала (древесина, плиты ДСП, ДВП). Дисковые пилы широко применяются на пилорамах при распиловке бревен на доски и брусья, стационарных и переносных деревообрабатывающих станках и в ручных циркульных пилах.
Далее рассмотрим каждую разновидность пил.
Основной режущий элемент любой ручной пилы — ряд зубьев, нарезанных на полотне и представляющих собой резцы в виде клиньев, которые при движении в древесине под действием внешних сил разрушают ее волокна, выбрасывают опилки, образующиеся и скапливающиеся между ними, и, углубляясь, образуют пропил с дном и двумя боковыми поверхностями. Пилы при распиливании древесины совершают возвратно-поступательные движения.
Древесину, при изготовлении из нее всевозможных изделий, распиливают вдоль, поперек и под углом θ к ее волокнам, в связи с этим различают поперечное, продольное пиления и пиление под углом к ее волокнам (рис. 1) и при каждом случае используют соответствующий тип пилы, отличающийся от других формой зубьев. При поперечном пилении применяют поперечные пилы, режущие кромки зубьев которых при движении в древесине перерезывают ее волокна как ножом и образуют пропил. Продольное пиление отличается от поперечного тем, что направление движения пилы параллельно волокнам древесины. Передние кромки зубьев продольных пил строгают древесину, как ножи в рубанках, и, углубляясь, образуют пропил. При распиливании древесины под углом θ к ее волокнам применяют универсальные (смешанные) пилы с зубьями, являющимися промежуточной формой зубьев поперечных и продольных пил. При малом значении этого угла можно пользоваться поперечными пилами.
На рис. 1 показаны наиболее эффективные углы направления пил по отношению к плоскости распиливания древесины при поперечном и продольном пилениях, выработанные практикой и временем.
Рис. 1. Распиливание древесины пилами:
а, б — поперечное и продольное пиления; 1 — древесина; 2 — пропил; 3 — линия разметки для пиления; θ — угол наклона разметки к волокнам древесины при смешанном пилении
Пиление пиломатериала (имеется в виду не заготовка дров) ведется по разметке с припуском на последующую обработку ручным или электрорубанком, и задача столяра, плотника или любителя мастерить заключается в максимально точном следовании линиям разметки.
Ручные пилы выштамповывают из стальных тонких, упругих и отшлифованных полотен, которые в большинстве случаев имеют форму удлиненных прямоугольников или трапеций с прямыми, слегка выпуклыми или вогнутыми сторонами, на одной из сторон или на обеих нарезаны зубья. Полотна пил изготавливают из холоднокатаной термообработанной углеродистой стали марок У7, У7А, У8, У8А, У9, У9А, У10, У10А и легированной стали марок 7ХФ, 8ХФ, 9ХФ, 9ХС, 65Г, 6 °C2А. К полотну пил предъявляют высокие требования: оно должно быть прочным, твердым, пластичным, гибким, в свободном состоянии его плоскость должна быть ровной, без искривлений, а при отгибании в сторону оно должно возвращаться в исходное состояние упругой пружинящей силой. Прочность полотна обеспечивает работоспособность пил при перепиливании достаточно толстых бревен и брусьев, пластичность и упругость позволяют разводить зубья, а твердость характеризует стойкость зубьев к истиранию и затуплению. Твердость материала полотен пил, как и любого инструмента, определяют на твердомере типа ТК, показания его шкалы записывают после букв HRC, обычно для пил твердость полотна должна быть равной HRC 42–45. Повышенное значение твердости материала полотна приводит к излому зубьев при разводе, а пониженное значение — к быстрому затуплению. Полотна пил, отшлифованные и с гладкой поверхностью, имеют минимальное трение при распиливании древесины, и работа спорится, а при пользовании с заржавленными и неухоженными пилами приходится прикладывать немалые усилия, и поэтому за ними должен быть надлежащий уход.
Процесс изготовления пил на производстве заключается в следующем: из стального полотна выштамповывают заготовки пил заданных размеров, снимают заусенцы, нарезают зубья на зубонасечных станках, разводят их и закаливают, придавая им синий или фиолетовый цвет. Пилы поступают на прилавки в незаточенном виде.
Изучение форм зубьев и геометрических их параметров начнем с продольных пил, в которых зубья представляют собой резцы в виде наклоненных клиньев (рис. 2, 8). На рис. 2 показаны два вида зубьев, первый — наиболее распространенный в пилах, а второй — с углубленной впадиной, применяемый в пилах для распиливания мягких пород деревьев (липа, осина, ольха), которые обильно выделяют опилки.
Для наглядности изучаемого материала и легкого его понимания зубья будем представлять как ряд правильных остроугольных треугольников, и на рис. 2 они, неразведенные, разведенные, незаточенные и заточенные, изображены сбоку, спереди, в аксонометрии, и здесь же указаны их развод и приемы заточки.

Рис. 2. Зубья пил для продольного пиления:
а — их разновидности; б, в, г — неразведенные и разведенные зубья и их заточка с углом φ = 90°; е — то же, заточка с углом φ = 75–80°; г — заточка зуба напильником б; 1 — полотно пилы толщиной а, 2 — зуб; 3 — линия вершин зубьев; 4 — впадина собачьего зуба; 5 — линия отгиба зубьев при их разводе; 7, 8 — направления напильника при заточке зубьев с углом φ = 90° и 75–80°; 9 — распиливаемая древесина с пропилом b, h, t — высота и шаг зуба; углы: α — задний, β — заострения, γ — передний, δ — резания, π — между зубьями, φ — заточки зубьев.
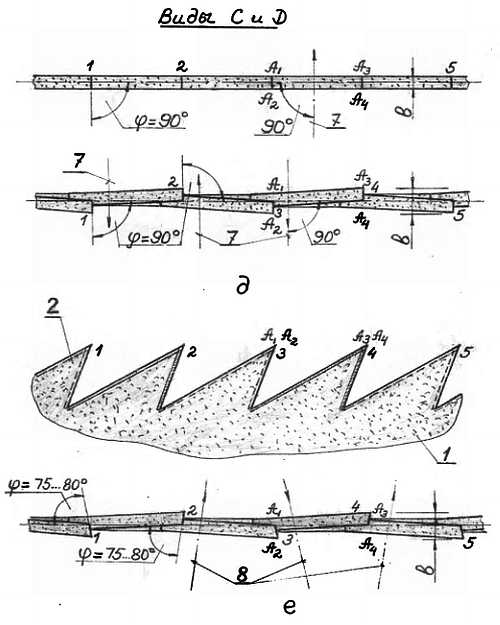
Рис. 2. (продолжение)
Каждый зуб в продольной пиле, как клин, имеет четыре грани: переднюю А1А2В2В1, заднюю А1А2В4В3 и боковые В1А1В3 и В2А2В4. Ребра A1A2, А3А4 — главные режущие кромки, а ребра А1В1, А2В2, А3В3, А4В4 — боковые режущие кромки. Зубья в продольных пилах, как резцы на строгальных станках, распиливают древесину при движении только в сторону наклона зубьев, при котором главные режущие кромки, выполняя резание, формируют дно пропила, а боковые кромки — его стенки, а при обратном движении они совершают холостой ход, скользя по пропилу и не распиливая древесину.
Положения режущих кромок зуба между собой образуют углы: α — задний угол, образуемый между задней гранью и плоскостью резания; β — угол заострения между передней и задней гранями; γ — передний угол между передней гранью и перпендикуляром к плоскости резания; δ — угол резания; π — угол между передней и задней гранями соседних зубьев. Рассматривая треугольник зуба продольной пилы, находим зависимости между углами: α + β + γ = 90°; α + β = δ и π < 60°.
Качество поверхности пропила и показатели процесса пиления зависят от правильного выбора угловых величин режущего зуба пилы. Наиболее важный из всех углов — это угол заострения β, при малом его значении пиление древесины происходит с меньшим усилием, но прочность зуба снижается, он выкрашивается, быстро затупляется, и его приходится часто затачивать. При большом значении этого угла прочность зуба возрастает, но увеличивается усилие пиления. Обычно угол заострения должен быть не менее 20°.
С увеличением угла резания δ повышается качество поверхности пропила, но возрастает усилие пиления, угол резания можно уменьшить за счет заднего угла, но при этом возрастает трение между зубом и древесиной и зуб излишне нагревается, отпускается, и его прочность снижается, поэтому угол резания δ принимают в пределах 40–75°.
Угол у определяет наклон зуба, его величину принимают в пределах 10–20°.
Таким образом, значения углов α, β, γ для зубьев продольных пил взаимосвязаны, и они определены практикой — например, зубья лучковых продольных (размашных) пил определяются углами α = 20–30°, β = 50–60°, γ = 8-10°, а зубья ножовок продольного пиления — углами α = 20–40°, β = 40–50°, γ = 10–20°.
Зубья в пилах определяются, кроме вышеуказанных углов: шагом t — расстоянием между их вершинами, высотой h — расстоянием между вершиной зуба и основанием впадины и площадью S между зубьями, величина которой зависит от шага и высоты зубьев.
Из практики распиливания древесины известно, что объем опилок в 5–7 раз превышает объем выпиленной древесины, и поэтому площадь впадины S зубьев имеет немаловажное значение, в нередких случаях зубья пил умышленно разрежают, а иногда впадины между ними сильно углубляют, выполняя так называемые волчьи зубы, и такими пилами пользуются при распиливании мягких пород деревьев (рис. 2,а).
Еще один параметр характеризует пилы — это число зубьев на длине 100 мм полотна; например, для ножовок грубого распиливания оно равно 14-28, пилы с числом зубьев 28–36 применяют для твердых пород древесины и фанеры, а столяры-краснодеревщики пользуются для точного и более точного распиливания пилами с числом зубьев 36–52 и 52–72.
Качество поверхности пропила при распиливании древесины ручными пилами и усилия, прилагаемые на пиление, во многом зависят от ухода за их зубьями, заключающегося в их правильном разводе и заточке. Для свободного движения пилы в древесине и во избежание ее зажатия в пропиле, по мере его углубления, ее зубья разводят, то есть их отгибают поочередно в разные стороны на одну и ту же величину. Затем их затачивают, и в результате ширина пропила становится больше толщины полотна пилы b > а (рис. 2, виды А и В), по его обеим сторонам образуются свободные зазоры, и пила совершает движение взад-вперед, почти не соприкасаясь своим полотном с поверхностью пропила, а только ее режущие кромки постепенно снимают древесину слой за слоем. Чем шире развод зубьев, тем шире пропил и, соответственно, меньше вероятности заклинивания пилы в нем. Однако слишком широкий пропил из-за большой величины развода зубьев требует больших усилий для продвижения пилы в древесине.
При пользовании неразведенной или малоразведенной пилой, которое случается после ее ремонта или долгой работы, когда развод зубьев сильно уменьшается, ширина пропила получается равной толщине ее полотна b ~= а, и трение, возникающее между стенками пропила и полотном, вызывает его нагрев и расширение и, в конечном счете, заедание пилы в пропиле, для продвижения которой потребуется неимоверное усилие. Наверное, каждый из нас испытывал эту неприятность при распиливании сырой древесины малоразведенной пилой. И еще, если в пропиле нет свободного зазора для полотна пилы, то ею трудно управлять и ее уводит в сторону от намеченного направления.
Точность линии распиливания в древесине зависит от ровности линии зубьев, равномерности их развода и остроты. Развод зубьев пил выполняют с помощью особого инструмента, называемого разводкой. Некоторые ее конструкции позволяют выбирать величину развода на одну сторону с помощью регулировочного винта, благодаря чему обеспечивается одинаковый отгиб зубьев.
Развод зубьев пил выполняют в специальном деревянном зажимном устройстве, в котором полотно пилы устанавливают так, чтобы из него слегка выступали только зубья, а само устройство крепят на рабочем столе. Развод зубьев образуют путем поочередного их отгиба в разные стороны по линии отвода, находящейся примерно на половине их высот (рис. 2,в, г), а целиком зуб отводить нельзя — он сломается у основания. Может оказаться, что при отгибе некоторые зубья выступают на сторону больше, чем другие, и они при пилении будут тормозить, снижать качество поверхности пропила и быстро затупятся. Во избежание этого зубья выравнивают протягиванием между губками ручных тисков, раскрытых на величину развода. В результате все зубья выравниваются, и их развод становится равномерным.
Величина развода зубьев пил определяется упругим восстановлением древесины в пропиле, которое тем больше, чем мягче и влажнее она. Поэтому для такой древесины развод должен быть больше, чем для твердой и сухой. Величину развода зубьев на одну сторону и величину пропила в древесине определяют по формулам:
Δ = k∙а и Ь = а + 2∙Δ,
где а — толщина полотна пилы (мм), k — коэффициент, зависящий от состояния древесины, k = 0,25-0,4 — для твердой и сухой и k =< 0,5 — для мягкой и влажной.
Пример 1. Определить величину развода на одну сторону для лучковой пилы и ножовки с толщинами полотен 0,6 и 0,9. Распиливаемая древесина: сухая и твердая для лучковой пилы и влажная — для ножовки.
Выбираем коэффициент для лучковой пилы k = 0,35 и k = 0,5 для ножовки. Тогда для лучковой пилы величина развода на одну сторону и величина пропила равны:
Δ = 0,35∙0,6 ~= 0,2;
b = 0,6 + 2∙0,2 = 1; и, соответственно, для ножовки:
Δ = 0,5∙0,6 = 0,3;
b = 0,9 + 2∙0,3 = 1,5 мм.
Можно выбирать для зубьев пил любую величину развода, не учитывая состояние распиливаемой древесины, и это отражается на качестве пропила и усилии продвижения пилы. Пилой с большой величиной развода трудно пилить твердую древесину — получается широкий, неровный рваный пропил низкого качества, ход пилы тяжелый, приходится сильно давить на нее, и в результате ее зубья быстро затупляются. Поэтому мастер должен иметь в своем хозяйстве несколько пил с разными величинами развода: для сухой и влажной древесины. А как быть, если у него одна пила с маленьким разводом и необходимо распилить вдоль волокон влажную древесину? В этом случае в процессе распиливания в пропил вставляют деревянный клин, который продвигают за пилой, чтобы ее не зажимало, и дополнительно смазывают ее поверхность хозяйственным мылом.
После выравнивания зубьев по ширине их выравнивают по высоте с помощью напильника, установленного в специальной деревянной колодке (см. обложку журнала).
Для этого к листу бумаги, уложенному на ровную и гладкую поверхность, прижимают полотно пилы с зубьями. Если вершины всех зубьев отпечатались на бумаге равномерно, то они имеют одинаковые высоты и такая пила пилит качественно. Если же не все зубья отпечатались на бумаге равномерно, то их дополнительно разравнивают и затем, убедившись, что они имеют одинаковые высоты, приступают к их заточке. Зубья пилы с разными высотами при пилении древесины находятся в разных условиях: пилят неодинаково и нагружены также неодинаково. Неравномерность их высот, в конечном счете, влияет на их износоустойчивость и качество поверхности пропила. Зубья, отличающиеся от других значительной высотой, врезаются в древесину и вырывают из нее кусочки, превращая их в опилки, несут максимальную нагрузку, и в результате они быстро изнашиваются. А зубья, уступающие другим в высоте, в пилении древесины вовсе не участвуют. Для предотвращения выступов отдельных зубьев и равномерного пиления древесины всеми зубьями разравнивают их вершины напильником, вставленным в деревянную колодку. Операцию разравнивания зубьев выполняют после их развода, до заточки.
Подробно приспособления для развода зубьев пил и их выравнивания по ширине и высоте рассмотрим попозже.
В процессе работы зубья пилы затупляются, происходит закругление режущих передних и боковых кромок, ход пилы становится тяжелым и на нее приходится сильно давить. Опытные мастера по блеску режущих кромок и вершин зубьев и по звуку работы пилы легко определяют ее остроту или затупленность. Для восстановления режущей способности зубьев их затачивают напильниками или надфилями, придавая им остроту и сохраняя их параметры: величины углов, шаги и высоты. Зубья продольных пил, в которых угол α < 60°, затачивают, применяя ромбические напильники с мелкой или надфили с более грубой насечкой, а трехгранные напильники с углом при вершине 60° для заточки не подходят.
Заточка зубьев пил — в своем роде искусство, требующее верности рук, хорошего глазомера, внимания, и очень немногие владеют ею и гордятся этим умением. Научиться этому делу нетрудно, необходимо иметь желание и четко придерживаться следующих правил:
• полотно пилы необходимо жестко закрепить в специальном приспособлении, выполненном из дерева, которое также устойчиво установить на хорошо освещенном рабочем столе. Заточка зубьев пил на табуретках или на коленях не дает удовлетворительных качеств и результатов;
• пользоваться личным напильником с последующей зачисткой заточенных граней зубьев бархатным (с мелкой насечкой) или надфилем. Желательно, чтобы напильник был новый, острый и с насаженной рукояткой. Если в нужный момент не оказалось такового, то можно использовать и подержанный, но обязательно почищенный стальной щеткой и полоской свинца и натертый древесным углем, чтобы напильник не забивался и не тупился. При заточке зуба напильник должен вцепляться в его металл и снимать его слой в зависимости от силы нажима. А если он скользит по зубу, не снимая металла, то зубья пилы перекалены или напильник истерт. В этом случае необходимо повторить заточку новым напильником. Если и в этот раз он скользит по зубу, то остается орать другую пилу;
• в правой руке зажимать рукоятку напильника, а левой рукой придерживать за его конец и направлять его на зубья пилы по нужному направлению. В зависимости от направлений напильников на зубья пил различают заточки зубьев продольных, смешанных и поперечных пил, о которых расскажем в свое время;
• нажим напильника на зубья должен быть плавным и равномерным и только в одну сторону от себя. При возвратном движении напильник надо приподнимать от зуба, а если его не приподнимать, то уничтожается появившаяся острота и зуб, наоборот, затупляется. При возвращении напильника в исходное положение он не должен касаться зубьев;
• надо стараться стачивать металл с граней зубьев минимально одинаковой толщины, водя напильник одно и то же количество раз с одинаковым давлением, которое позволяет сохранить величины углов, шаг и высоту зубьев после заточки;
• острота зуба после заточки характеризуется наличием или отсутствием заусенцев на кромках и шероховатостью поверхностей заточенных граней. На гранях зуба со стороны выхода напильника образуются заусенцы, которые снижают остроту зуба, а если их не убирать, то в процессе работы пилы они выкрашиваются, и зубья значительно затупляются. Для удаления заусенцев грани зубьев дотачивают напильником с бархатной насечкой и снимают заусенцы с боковых граней мокрым оселком;
• после заточки зубьев необходимо проверять их остроту. Посмотрите на острие иголки и кромку лезвия бритвы: они, острозаточенные, не блестят на свету. А если их затупить на заточном станке, то на кончике иголки и на кромке лезвия появляются закругленные поверхности, которые отражая свет, хорошо блестят. На этом принципе построена проверка качества заточки зубьев пил. Для этого пилу ставят перед глазами и рассматривают ее зубья вдоль полотна. Если их режущие кромки и вершины не блестят, то зубья пилы наточены удовлетворительно, а если некоторые из зубьев с блеском (часто так бывает), то их надо подточить напильником с бархатной насечкой, снять заусенцы и вновь проверить отражение света их кромками и вершинами.
Возвращаемся к продольным пилам. Заточку зубьев выполняют после их развода и выравнивания по ширине и высоте. Они после развода, отогнутые наружу, оказываются в двух рядах: четные — в одном, нечетные — в другом, которые хорошо заметны, если их рассмотреть сверху и вдоль полотна. На рис. 2,д,е четные зубья 2, 4, 6 находятся в дальнем от читателя ряду, а в близком — нечетные 1, 3, 5.
Для заточки зубьев полотно пилы устанавливают вертикально в зажимном устройстве, которое, в свою очередь, закрепляют на рабочем столе.
Ниже приводится два способа заточки зубьев продольных пил, отличающиеся друг от друга только величиной угла заточки φ, т. е. направлениями напильника по отношению к полотну пилы:
• первый способ — прямой (рис. 2,д), при котором напильник или надфиль направляют горизонтально под углом φ = 90° к полотну пилы и снимают незначительный слой металла с передней и задней граней зуба, заостряя режущие кромки. Таким образом затачивают все четные зубья, расположенные в дальнем ряду, соблюдая рекомендации, описанные выше. Затем полотно пилы в зажимном устройстве переворачивают и затачивают нечетные зубья, оказавшиеся в дальнем ряду. Этим способом пользуется большинство современных столяров и любителей при заточке зубьев продольных пил.
• второй способ — косой (рис. 2,е), отличающийся от первого только направлением напильника по отношению к полотну пилы, то есть углом заточки, который выбирают в пределах φ = 75–80°. Также затачивают передние и задние грани зубьев, сначала четных, а затем — нечетных. При этом способе заточки зубьев получаются боковые кромки, и он применяется столярами-краснодеревщиками при заточке лучковых размашных пил.
После заточки зубьев снимают заусенцы с режущих кромок и проверяют ее качество.
Приспособления, применяемые при заточке пил, рассмотрим попозже.
Поперечные пилы — весьма широко применяемый инструмент при сооружении всевозможных строений из дерева, изготовлении мебели, в домашнем хозяйстве. Как подсказывает само название, они служат для распиливания древесины поперек волокон (рис. 1). Зубья в них представляют собой ряд равнобедренных треугольников или прямоугольных, обращенных друг к другу гипотенузами. На рис. 3 показаны разнообразные формы их зубьев, наиболее широко используемые в поперечных пилах.
Рис. 3. Разновидности зубьев пил для поперечного пиления:
а, б — треугольные простые; в, г — треугольные разреженные и с волчьими зубами; д, е — прямоугольные, обращенные друг к другу гипотенузами и разреженные
Для изучения процесса распиливания древесины поперечными пилами рассмотрим их зубья, которые изображены на рис. 4.

Рис. 4. Зубья пил для поперечного пиления:
а — общий вид; б, в, д, е — неразведенные и разведенные зубья и их заточка в приспособлении 4; г — заточенный зуб 2; 1 — полотно пилы толщиной а; 3 — распиливаемая древесина с пропилом b; 5 — рабочий стол для заточки пил; 6, 8 — направления напильника 7 по отношению к рабочему столу и затачиваемым зубьям пилы; h, t — высота и шаг зубьев; S — площадь впадины; углы: β — заострения, γ — передний, δ — резания, φ — косой заточки; 9 — линия отгиба зубьев при их разводе

Рис. 4. (продолжение)
Каждый зуб можно представить себе как остроугольный нож с углом при вершине β, заточенный с боков односторонним острением с углом заточки φ = 60–75° (заточка заштрихована), и каждый из них содержит две передние и две боковые грани. Например, в нарисованном зубе (рис. 4,г) передние грани — A1B1B2A2 и А1В3В4А2, боковые — А1В1В3 и А2В2В4. Ребра А1В1 и А1B3 — главные режущие кромки, а ребро А1А2, получающееся в результате заточки двух передних граней, называется короткой режущей кромкой. Каждый зуб, имеющий вышеуказанные режущие кромки, пилит древесину при движении его в обе стороны, то есть от себя и на себя. Например, в нарисованном зубе режущая кромка А1В1 перерезывает волокна древесины при движении пилы влево, а режущая кромка А1В3 — при движении пилы вправо, а короткая режущая кромка A1A2 расслаивает перерезанные волокна и удаляет их в виде опилок из получившегося пропила.
Зубья поперечных пил, представляющие собой равнобедренные треугольники, определяются углом заострения β, передним углом γ, углом резания δ шагом t и высотой h. Точки А1, А4, А5 являются вершинами зубьев. Угол заострения β характеризует способность пилы распиливать ту или иную древесину. Обычно в поперечных пилах для мягкой и сырой древесины угол β берут равным 40°, а для сухой и твердой древесины — 50–60°. Углы в треугольнике зуба находятся между собой в зависимости:
γ = β/2 и δ = 90° + γ.
Для свободного движения пилы в распиливаемой древесине ее зубья разводят, отгибая их поочередно в разные стороны на одну и ту же величину, разравнивают по ширине и высоте, а затем затачивают, и в результате в древесине, при ее распиливании, получается пропил шире толщины полотна b > а, в котором пила свободно совершает движение.
Развод зубьев в поперечных пилах выполняют так же, как в продольных, применяя те же инструменты и приспособления. Его величину на одну сторону и величину пропила в древесине определяют по тем же формулам, приведенным выше, когда рассматривали продольные пилы.
Пример 2. Определить величину развода на одну сторону для двуручной поперечной пилы с толщиной полотна а = 1,1 мм. Распиливаемая древесина — сухая и твердая.
Выбираем коэффициент к = 0,4, тогда величина развода на одну сторону и величина пропила равны:
Δ = 0,4∙1,1 = 0,44;
b = 1,1 + 2∙0,44 ~= 2 мм.
Зубья пил после долгой работы затупляются, острые режущие кромки закругляются, ход пилы становится тяжелым, и при распиливании древесины на нее приходится сильно давить. Чтобы вернуть режущую способность зубьев пилы, их затачивают, придавая режущим кромкам остроту и сохраняя параметры зубьев. Зубья поперечных пил затачивают, применяя трехгранный напильник с мелкой насечкой с углом при вершине 60°.
В результате развода зубьев и выравнивания по ширине и высоте их вершины оказываются в двух рядах: нечетные — в дальнем, а четные — в близком, как нарисовано на рис. 4,д, которые хорошо различаются, если посмотреть на зубья сверху и вдоль полотна.
Для заточки зубьев пилу зажимают в специальное устройство, позволяющее установить ее полотно под углом 45–50° к плоскости рабочего стола. Напильник ведут параллельно рабочему столу под углом 60–75° к полотну пилы и таким образом в первом зубе затачивают левую грань А1А2В2В1 (рис. 4,г). Точат зубья пилы в несколько приемов. Сначала напильником проходят по левым граням нечетных зубьев, расположенных в дальнем ряду, настраивая руки на одно и то же движение. Затем проходят напильником по правым граням тех же нечетных зубьев, завершая заточку главных режущих кромок очень острыми вершинами. После завершения заточки нечетных зубьев полотно пилы в заточном устройстве переворачивают и таким образом точат четные зубья, оказавшиеся в дальнем ряду. При заточке зубьев поперечных пил необходимо тщательно следить, чтобы получались в каждом зубе острые главные режущие кромки с двугранным углом φ = 60–75°, короткая режущая кромка и острая вершина.
После окончания заточки зубьев снимают заусенцы с их режущих кромок и проверяют остроту зубьев на свету.
Пилы для смешанного пиления. В ручных пилах широко применяют конструкции зубьев, которыми можно пользоваться как для продольного, так и поперечного распиливания древесины. На рис. 5 показаны некоторые формы зубьев, применяемые в пилах смешанного пиления. Если зубья продольных пил можно охарактеризовать как остроугольные клинья, то зубья пил для смешанного пиления можно представить как прямоугольные или тупоугольные клинья с углом резания δ = 90° + γ. Угол γ — передний, равен нулю или отрицательной величине в пределах 10–15°. Распиливают этими пилами древесину так же, как продольными, при движении только от себя, а при движении на себя они совершают холостой ход.
На рис. 6 изображены неразведенные и разведенные зубья с углом резания δ = 90° и их заточка.
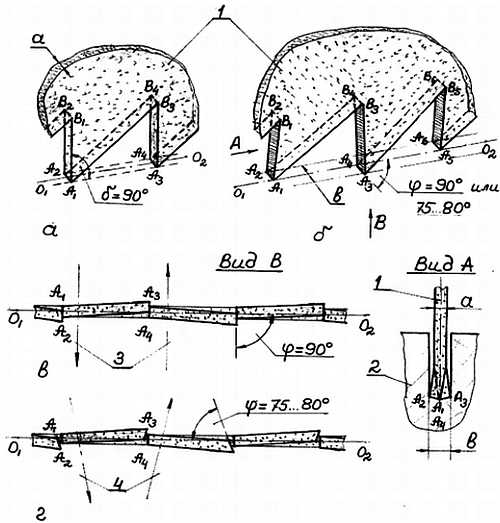
Рис. 6. Зубья пил для смешанного пиления:
а, б, в, г — неразведенные и разведенные зубья и их заточка с углом φ = 90°и 75–80°; 1 — полотно пилы толщиной а; 2 — распиливаемая древесина с пропилом Ь; 3, 4 — направления напильника при заточке зубьев с углом φ = 90° и 75–80°
Каждый зуб в смешанной пиле имеет четыре грани: переднюю A1A2B2B1, заднюю А1А2В4В3 и боковые В1В3 и В2А2В4. Ребра А1А2, А3А4 — главные режущие кромки, а ребра A1B1 А2В2, А3В3, А4В4 — боковые режущие кромки. При распиливании древесины вдоль волокон главные режущие кромки формируют дно пропила, а боковые кромки — его стенку, а при распиливании древесины поперек волокон боковые кромки А2В2, А3В3, А6В6 подрезают с боковых сторон пропила волокна древесины, а главные режущие кромки A1A2, А3А4 расслаивают перерезанные волокна и удаляют их в виде опилок из пропила.
Зубья пил для смешанного пиления определяются углом заострения β, углом резания δ и передним углом γ (рис. 5).
Рис. 5. Разновидности зубьев пил для смешанного пиления:
а, б — зубья с углами резания δ = 90° и δ = 90° +γ; в, г — зубья с углами резания δ = 90° и волчьими
Углы δ и γ связаны зависимостью δ = 90° + γ. Качество поверхности пропила и показатели процесса пиления зависят от правильного выбора угловых величин зубьев. На практике выбирают следующие величины углов: в лучковых пилах β = 60°, γ = -10°, ножовках β = 45–50°, γ = 0° или — (10–15)°. Зубья в пилах, кроме вышеуказанных углов, характеризуются шагом t, высотой h и числом зубьев n на длине 100 мм полотна. Например, мелкозубая лучковая пила имеет толщину полотна а = 0,4–0,5 мм и шаг зубьев t = 1,5–3 мм.
Пилы с зубьями с передним углом γ = -10° широко применяются в лучковых пилах (шиповых, выкружных) как универсальные для пиления древесины по любому направлению.
Для свободного движения пилы в древесине и во избежание ее зажатия в пропиле по мере его углубления ее зубья разводят и величину развода выбирают такую же, как в рассмотренных выше продольных и поперечных пилах, применяя те же инструменты и приспособления. Поэтому здесь на разводе зубьев пил смешанного распиливания, а также их выравнивании по ширине и высоте останавливаться не будем.
В процессе работы пилы зубья затупляются, передние и боковые режущие кромки закругляются, и ход пилы становится тяжелым. Чтобы восстановить режущие качества зубьев, их затачивают, как и зубья продольных пил, применяя ромбические напильники с мелкой или надфили с более грубой насечкой. Для затачивания зубьев пилу устанавливают вертикально в специальном приспособлении, которое, в свою очередь, закрепляют на рабочем столе. Зубья затачивают, как зубья продольных пил, поэтому на их острении останавливаться не будем. Как и при заточке продольных пил, применяют два способа: прямой и косой, отличающиеся друг от друга величиной угла заточки φ, которые равны 90° и 75–80°. Направления напильника при каждом способе заточки зубьев смешанной пилы указаны на рис. 6. Угол заточки φ = 75–30° применяют столяры-краснодеревщики при заточке зубьев шиповой и мелкозубой лучковых пил.
После заточки зубьев снимают заусенцы с режущих кромок и проверяют остроту зубьев на свету.
Все пилы, используемые для распиливания древесины, можно разделить на определенные группы по тем или иным отличительным их признакам, к которым относятся: форма и размер зубьев, направление движения пилы при распиливании древесины, устройство пильного полотна, расположение зубьев на нем и специальные виды пил.
Основным элементом любой пилы является ряд зубьев, предназначенных при распиливании древесины разрушать ее структуру в пропиле. Форма зубьев определяет характер работы пилы. В продольных, поперечных и смешанных пилах применяют три разные формы зубьев, в каждой пиле — своя. В продольных пилах зуб представляет собой остроугольный клин, а в смешанных — тоже клин, но прямоугольный или тупоугольный, а в поперечных пилах зуб выполняют в виде равнобедренного остроугольного ножа, заточенного с обоих боков односторонним острением. Зубья продольной и смешанной пил распиливают древесину при движении только от себя, а при движении на себя они совершают холостой ход, а зубья поперечной пилы распиливают древесину при ее движении в обе стороны, то есть от себя и на себя. О конструкциях и особенностях зубьев продольной, поперечной и смешанной пил подробно рассказывали выше.
Пилы изготавливают с зубьями разных высот и шагов. Мелкие зубья дают более чистый пропил, но само распиливание занимает много времени. Тем не менее, столяры-краснодеревщики предпочитают применять на практике пилы с мелкими зубьями, так как они позволяют получить точность и качество столярных изделий. Для увеличения производительности труда применяют пилы с более крупными зубьями, если не требуется чистота поверхности пропила, например, при отпиливании брусков определенной длины с припуском. В нередких случаях при распиливании мягких пород деревьев зубья пил разрежают, впадины между ними углубляют или увеличивают шаг. Это делают для лучшего удаления опилок из пропила.
Пилы по устройству пильного полотна разделяются на натянутые и ненатянутые. К натянутым относятся лучковые пилы с деревянным или металлическим лучком, в которых полотно натягивается с помощью тетивы, изготовленной из шпагата. А в металлической лучковой пиле сама дуга является натягивающей силой (рис. 10, 11).
К ненатянутым пилам относятся пилы-ножовки (далее — ножовки), у которых жесткость и устойчивость полотна достигается благодаря увеличению его толщины или устройству обуха на нерабочей его стороне. В свое время рассмотрим лучковые пилы и ножовки и отметим их конструктивные особенности.
На рис. 7 представлено большое разнообразие ножовок со всевозможными красивыми и удобными рукоятками.

Рис. 7. Одноручные пилы-ножовки с ненатянутыми полотнами (кроме лобзиковой пилы):
а, б — пилы-ножовки с одинарной и двойной нарезкой зубьев; в — пропиловочные узкие; г — обушковые; д — специальные; а: 1, 3 — ножовки плотничные, 2, 4 — с зубьями на торцевой части пилы, 5, 7 — продольные обычные, 6, 8 — продольные с движением на себя, 9 — столярная; б: 1 — продольная сдвижением от себя и на себя, 2, 3 — поперечно-продольные, 4 — японская поперечно-продольная; в: 1, 2, 4 — поперечно-пропиловочные, 3 — продольно-пропиловочная; г: 1, 2, 3, 4 — обушковые разных величин; д: 1— наградка, 2 — пилка фанерная, 3 — чисторежущая пила, 4 — лобзиковая пила

Рис. 7. (продолжение)
Ножовки бывают широкие и длинные (плотничные), применяемые при распиливании широких досок, брусьев поперек волокон, узкие для распиливания тонких материалов и выпиливания криволинейных заготовок и широкие обушковые для пропиливания пазов в широких заготовках. Зубья на полотнах ножовок могут располагаться на прямолинейной, выпуклой или вогнутой сторонах и дополнительно на конце торцевой части. Встречаются ножовки для продольного пиления с движением на себя, вопреки общепринятому движению от себя. В некоторых конструкциях пил зубья насекают на обеих кромках полотна: на одной — для поперечного пиления, а на другой — для продольного. На рис. 7,б представлена трапециедальная пила с прямой рукояткой, применяемая в Японии для поперечного и продольного распиливания древесины. В отличие от нас, мастера Страны восходящего солнца пилят на себя, и они считают, что тянуть всегда легче, чем толкать, — и линия и поверхность пропила получаются лучше. Может быть, они правы!
К специальным пилам относятся инструменты, часто применяемые столярами и любителями, к которым относятся: наградки, шпунтовки, фанерные и чисторежущие пилы (рис. 7,д).
Далее рассмотрим пилы, широко используемые во всех отраслях народного хозяйства, при воздвижении всевозможных деревянных устройств, сооружений, домов и применяемые в быту, саду и огороде.
Продольные пилы для распиливания бревен
В минувшем веке в послевоенное время в деревнях и селах, на заводах и фабриках можно было наблюдать распиливание бревен на доски и брусья длинными продольными пилами. Стране и людям для восстановления разрушенных войной сел и деревень и народного хозяйства нужно было много стройматериала из древесины. Можно было видеть, как на козлах высотой более роста человека устанавливали бревна с размеченными мелом линиями распила. Их укладывали, закрепляя скобами так, чтобы эти линии на торцах шли вертикально. Бревна распиливали два работника: один находился наверху, на бревнах или на досках, уложенных на них, и становился лицом к концу бревна, с которого начиналось распиливание, а второй — становился внизу, под козлами, лицом к верхнему. Для распиливания бревен применяли длинную продольную пилу с рукоятками на концах, напоминающими велосипедный руль. Каждый брал свою рукоятку, и начинали пилить по намеченной линии с краю бревна. Пилил только нижний работник, натягивая пилу вниз, при этом она, благодаря большой ширине наверху, шла вниз, пропиливая древесину. Верхний работник поднимал пилу, опущенную вниз, делал он это, отводя ее несколько назад, при этом из пропила высыпались опилки, и он еще направлял пилу по намеченной линии. Если бревно распиливали на доски, то пропилы не доводили до конца (это обеспечивало его устойчивое положение). Таким образом распиливали все бревна, поднятые на козлы.
На рис. 8 приведена конструкция одной из продольных пил, применявшихся для распиливания бревен в 40–50 гг. прошлого века. Материал ее полотна — сталь марки 9ХФ, твердость HRC 42–47, толщина 2,2 мм, параметры зубьев: шаг t = 26 мм, высота h = 28 мм, угол заострения β = 40°, передний угол γ = 20, угол заточки зубьев φ = 90°.
Рис. 8. Продольная пила для распиливания бревен:
1 — полотно; 2 — профиль зуба.
Описанный способ распиливания бревен на доски и брусья давно канул в прошлое, и он представляется для настоящего времени как исторический факт. Давно на пилорамах в качестве движущей силы используют мощные электродвигатели, а режущими инструментами являются продольные (описанные выше) или дисковые пилы, в зависимости от конструкции пилорамы. В последнее время применяют переносные пилорамы, которые прямо на лесоразработках распиливают бревна на необходимый сортамент пиломатериала. Это очень удобно и экономично.
Поперечные двуручные пилы (дровяные)
Поперечные двуручные пилы, одна из которых приводится на рис. 9, широко используются на лесоразработках наравне с механизированными пилами при валке деревьев, а также при распиливании бревен и кряжей. Наибольшее применение они находят при заготовке дров в сельских районах, поэтому они и называются дровяными, а в народе их прозвали в шутку «Дружба-2», в отличие от бензопилы «Дружба».

Рис. 9. Двуручная поперечная (дровяная) пила (а):
б, в — исполнения зубьев по вариантам I и II; 1 — зубья простой формы, разведенные в обе стороны; 2 — очищающий неразведенный зуб
Пилы изготавливают четырех типоразмеров, длиной полотен 1000, 1250, 1500 и 1750 мм и с зубьями простой и сложной форм (варианты I и II). Пилы длиной полотна 1000 и 1250 мм выпускают для нужд населения, и в них применяют зубья простой формы (вариант I) с углом заострения β = 40° и заточки φ = 60–75°. 3 процессе обслуживания пил угол β можно уменьшить до 35° для распиливания древесины мягких пород деревьев и летнего времени или его увеличить до 50° для сухой и твердой древесины и зимнего времени. Угол заострения β в зубьях пил можно изменять за счет изменения их высот, сохраняя шаг постоянным, стачивая их вершины или увеличивая впадины с помощью напильника.
Пилы длиной полотна 1500 и 1750 мм выпускают для распиливания крупномерных пиломатериалов, в них применяют зубья сложной формы (вариант П), состоящие из неразведенных очищающих М-образных и простых, расположенных между ними. Простые зубья с углом заострения β = 45° представляют собой зубья поперечных пил, разводят их и затачивают как в поперечных пилах, угол косой заточки φ = 60–75°. Они в рассматриваемой пиле перерезывают волокна в пропиле на определенную глубину, а очищающие зубья удаляют перерезанные кусочки волокна как долотом, превращая их в опилки. Для правильной работы зубьев сложной формы необходимо, чтобы вершины очищающих зубьев были выше вершин перерезывающих зубьев на 0,2–0,4 мм для зимнего времени и твердой древесины. А для летней распиловки и мягкой древесины эта разница должна равняться 0,5–0,7 мм. Если эта разница приближается к нулю, то очищающие зубья будут рвать оказавшиеся ненадрезанными участки древесины, то есть они будут тормозить гашение. А если эта разница окажется большой величиной, то очищающие зубья будут лишь подметать опилки, образованные перерезывающими зубьями.
Иногда встречаются пилы с редким расположением зубьев или увеличенной площадью впадины (рис. 3). Их применяют при распиливании мягких пород деревьев.
Лучковые пилы для поперечного распиливания
Для поперечного распиливания круглого лесоматериала, кроме двуручных пил, применяют лучковые пилы с деревянным и металлическим лучками, которые показаны на рис. 10.
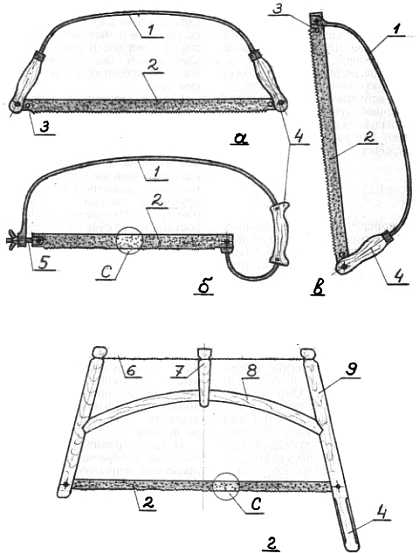
Рис. 10. Лучковые пилы для поперечного распиливания:
а, б, в, г — пилы с металлическим и деревянным лучком; д, е — исполнения зубьев по вариантам I и II. Пилы: 1 — лучок; 2 — полотно пилы с запасным отверстием 3 и болтом Б для его натяжения; 4 — рукоятка; б — тетива; 7 — закрутка; 8 — распорка; 9 — стойка. Зубья, I вариант: 1, 2, 3, 4 — простой формы, для поперечного распиливания; 5 — очищающий неразведенный; II вариант: 1, 3, 4, 6 — для смешанного распиливания, с передним углом γ = 11°, наклоненные в разные стороны; 2, 5 — простой формы, для поперечного распиливания перерезывающих зубьев на 0,2–0,4 мм для зимнего времени и твердой древесины, а для летнего времени и мягкой древесины эта разница должна быть в пределах 0,5–0,7 мм.

Рис. 10. (продолжение)
Они были созданы по образцу столярных лучковых пил в 30-х годах прошлого века лесорубами-передовиками во время пятилеток, когда стране требовалось много древесины. Их конструкции, как деревянные, так и металлические, оказались очень удачными и получили широкое применение. Они легкие, надежные, позволяют работать одному, без напарника, полотна пил тонкие (0,8 мм) и узкие (25 мм). Благодаря сильному натяжению они не изгибаются и не вибрируют, для работы требуется небольшое усилие, и применяемые сложные формы зубьев значительно увеличивают производительность труда. Например, ствол дерева диаметром 14 см перепиливается за 4 хода, а ствол диаметром 22 см — за 10–11 ходов.
На рис. 10,г приводится общий вид деревянной лучковой пилы. Она состоит из двух стоек, одна из них удлинена и служит рукояткой. Стойки — основные детали пилы, на которых идет ее сборка. Внизу между стойками жестко закрепляется на шпильках полотно пилы, в середине размещается изогнутая распорка, а концы стоек стягиваются тетивой из пенькового крученого шпагата. Натяжение полотна пилы достигается закручиванием тетивы закруткой. Материал стоек, распорки и закрутки — сухая древесина из твердых пород деревьев: бук, клен, яблоня. Все деревянные детали после полировки покрывают водостойким лаком.
Станок деревянной лучковой пилы легко разбирается и собирается.
На рис. 10,а, б, в приводятся общие виды металлических лучковых пил, каждая из которых состоит из металлического дугообразного лучка, изготовленного из металлического прутка диаметром 10,5-11 мм или круглой и овальной трубки диаметром 28 мм. Натяжение полотна пилы достигается за счет силы деформации согнутого металлического прутка или трубки. Полотно пилы закрепляют концами дугообразного лучка на шпильках, и в нем выполнены дополнительные отверстия для усиления и ослабления натяжения. В пиле, приведенной на рис. 10,б, натяжение достигается закручиванием барашковой гайки на шпильке полотна.
Пилы изготавливают симметричные с двумя ручками и несимметричные — с одной. Одноручные пилы более легкие, но ими можно распиливать лесоматериал небольшого диаметра, по сравнению с двуручными пилами.
В рассматриваемых лучковых пилах для поперечного распиливания древесины применяют зубья сложной формы с профилями I и II вариантов.
Зубья с профилем I варианта (рис. 10,д) состоят из неразведенных очищающих М-образных и простых, расположенных между ними. Простые зубья, с углом заострения β = 44° служат для поперечного распиливания древесины. Разводят и затачивают их как зубья в поперечных пилах с углом косой заточки φ = 55°. Очищающие зубья удаляют перерезанные простыми зубьями кусочки древесины. Для правильной работы зубьев необходимо, чтобы вершины очищающих зубьев были выше вершин
Зубья с профилем II варианта состоят из смешанных и простых, расположенных между ними. На рис. 10,е смешанные зубья — 1, 3, 4, 6 с передним углом γ = -11°, углом заострения β = 35° и углом косой заточки φ = 70°.
У зубьев 1 и 4 передние углы слева, а у зубьев 3 и 6 — справа. Поэтому зубья 1 и 4 подрезают волокна древесины при движении пилы влево, а зубья 3 и 6 — при движении пилы вправо. Простые зубья 2 и 5 с углом заострения β = 42° служат для поперечного распиливания древесины, и затачивают их с углом косой заточки φ = 55°.
Зубья с профилями I и II вариантов для лучшего удаления опилок выполняют с волчьими зубами и увеличенными впадинами.
Лучковые столярные пилы
На рис. 11,а представлен общий вид столярной лучковой пилы, состоящей из двух стоек, распорки, установленной между ними, тетивы, стягивающей их концы, полотна пилы и двух рукояток, выточенных из яблони или клена. Материал тетивы — пеньковый крученый шпагат. Натяжение полотна пилы достигается закручиванием тетивы закруткой, и оно позволяет увеличить поперечную жесткость и упругость полотна, снизить его толщину до минимальных пределов.
Рис. 11. Лучковые столярные пилы:
а, б — с натяжением полотна пилы 6 с помощью тетивы из пенькового шпагата 3 и стального прутка 9 с резьбой на конце и барашковой гайкой 10; 1 — рукоятка, 2 — стойка, 4 — распорка, 5 — закрутка, 7 — трубка в закругленной скобе, 8, 11 — пластинка-ограничитель в распорке, 12 — скоба-шайба
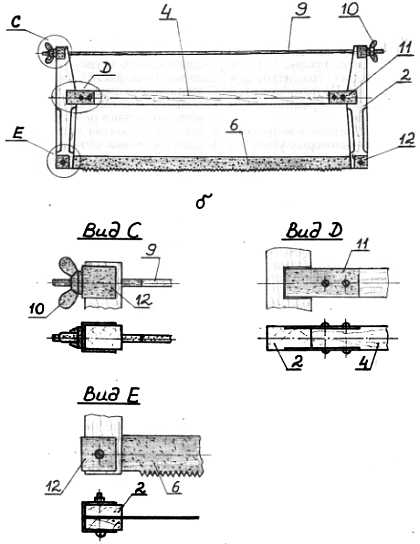
Рис. 11 (продолжение)
И это очень важно — натянутое полотно при пилении древесины не отклоняется от своего заданного направления. Полотно пилы толщиной 0,4–0,5 мм при разводе 0,2–0,3 мм на одну сторону имеет пропил ~ 1 мм, который определяет его легкость и точность в работе. Поэтому столяры-краснодеревщики предпочитают пользоваться ими.
На рисунке показаны конструктивные оформления некоторых узлов. На концах полотна прикрепляют ушки с отверстиями диаметром 3–4 мм для штифтов, а в рукоятках для соединения с ними выполняют ответные прорези и отверстия. Внизу, в утолщенных частях стоек, просверливают отверстия для рукояток. На рисунке для полного понимания сочленения деталей приведены их размеры (вариант I). На концах распорки выполнены шипы, а в стойках — ответные гнезда.
Лучковая пила собирается и разбирается легко.
При сборке сначала в стойках устанавливают рукоятки с полотном пилы, затем размещают распорку между ними, и в последнюю очередь стягивают тетивой их концы.
Иногда вместо отверстий в утолщенных частях стоек используют трубки из дюралюминия, внутренний диаметр которых соответствует цилиндрической части рукояток, и их прикрепляют к стойкам посредством закругленных скобок (вариант II).
Описанная конструкция столярной лучковой пилы позволяет устанавливать полотно пилы под любым углом по отношению к плоскости стоек, вращая обе рукоятки в нужном направлении, для чего сначала расслабляют натяжение полотна, устанавливают необходимый угол и вновь его натягивают. Повороты полотна пилы дают возможность распиливать древесину продольно и поперечно, хорошо обозревая его и направляя по размеченной линии.
На рис. 11,б представлена упрощенная и облегченная конструкция лучковой пилы, также состоящей из двух стоек, распорки и натягивающего узла посредством металлического прутка диаметром 4–5 мм с резьбой на концах и барашковых гаек, навинченных на них. Стойки являются основой пилы и одновременно служат рукоятками. Полотно пилы жестко крепят в стойках винтами, оно занимает всегда одно положение. Поэтому в этих пилах чаще всего применяют полотна для поперечного распиливания древесины. В пиле для упрочнения сочленения деталей и усилия натяжения полотна применены металлические детали из дюралюминия (пластинки и скобы-шайбы).
В рассмотренных выше конструкциях лучковых пил деревянные части (стойки, распорки, закрутки и рукоятки) изготавливают из прочных пород деревьев — клена, яблони, бука — и после шлифовки покрывают лаком.
В лучковых столярных пилах применяют полотна с зубьями для поперечного и продольного распиливания древесины, а также мелкозубые полотна для выполнения шипов и проушин в шиповых соединениях, криволинейного фигурного выпиливания древесины. Данные о пилах и параметрах их зубьев приведены в таблице 1.

Поперечные пилы применяют для торцевания и поперечного распиливания досок, брусьев и всевозможных заготовок. Продольные пилы (размашные) используют для продольного раскроя досок и брусьев, и их полотна могут быть значительной длины, что бывает необходимо при раскрое толстых лесоматериалов.
О зубьях пил поперечного и продольного распиливания древесины подробно рассказывали выше, поэтому здесь останавливаться не будем.
Шиповые пилы. Их назначение легко определяется из названия: применяют при устройстве шиповых соединений двух или более деталей во всевозможных столярных изделиях, в частности, для вязки мебельных, оконных и дверных деталей. Шип-проушина, шип-гнездо и паз-гребень по своей красоте и прочности — самые распространенные соединения в столярном ремесле. Они по своему исполнению бывают плоские, круглые, трапециедальные («ласточкин хвост»), зубчатые, длинные, глубокие и т. д. Для усиления вязки детали сажают на клею, применяют шканты, шурупы, и гвозди. На рис. 12 приведены некоторые конструкции шиповых соединений, широко используемые столярами и любителями мастерить.
Для выполнения сопрягаемых деталей в шиповых соединениях применяют шиповые пилы, которые имеют тонкое полотно средней длины, шаг зубьев 3–4 мм с разводом 0,2–0,3 мм на одну сторону, зубья смешанного пиления с углом заострения β = 60°, передним углом γ = -10°. Зубья затачивают прямо (φ = 90°) или косо (φ = 75–80°) в зависимости от используемой древесины. Прямую их заточку применяют в пилах, предназначенных преимущественно для продольного пиления, например, при выполнении шипов и проушин в оконных створках и дверных полотнах. А косую заточку применяют при нарезании шипов типа «ласточкиного хвоста» и в других случаях, когда линия пропила оказывается под углом к направлениям волокон древесины. Зубья затачивают надфилем, а затем зачищают их грани бархатным напильником. Мелкозубые пилы, как подсказывает само название, имеют «мышиные зубья», и применяют их в большинстве случаев для чистового поперечного пиления при выполнении мелкоразмерных шиповых соединений. Мелкозубые пилы имеют тонкое полотно средней длины, шаг зубьев 1,5–3 мм, зубья смешанного пиления с углами β = 60°, γ = —10°, и их затачивают прямо или косо в зависимости от применяемой древесины, как в шиповых пилах, используя надфили.
Мелкие зубья в этих пилах очень трудно развести, поэтому столяры-краснодеревщики их не разводят и применяют, во избежание заедания, в исключительно сухой древесине. Полотно древесины без развода дает чистый пропил, что очень важно при устройстве шиповых соединений, приведенных на рис. 12. Чем тоньше столярная деталь, тем мельче должны быть зубья у пилы. Поэтому столяры и любители часто пользуются слесарными пилами, но только обязательно в стуслах.
Рис. 12. Шиповые соединения столярных деталей:
1, 3 — соединяемые детали и их наращивание; 2 — сплочение досок; 4, 5, 6 — шкант, шуруп, гвоздь; 7 — шпонка; 8 — вкладыш-пластинка из древесины

Рис. 12. (продолжение)
Выкружные пилы применяют для криволинейного и фигурного выпиливания в толстой древесине, например для вырезания окружностей, овалов, квадратов и других фигур в плоских досках или на их краях. Они характеризуются узким и коротким полотном, большой его толщиной и значительной величиной развода зубьев (Ь ~= 2,5∙а). Укороченную пилу удобно держать в руках, и узкое полотно с большим разводом зубьев позволяет полотну пилы легко поворачиваться в пропиле в нужном направлении. В выкружных пилах применяют зубья смешанного пиления с малым шагом t = 2–4 мм с углом β = 60°, γ = -10°, и их затачивают прямо или косо, применяя надфили. Полотно в пиле всегда имеет съемное устройство, позволяющее вначале вставить его в отверстие выпиливаемой древесины, когда надо выполнить замкнутый контур, например, овал или круг.
На рис. 13 показаны украшения наличников, карнизов, фронтонов, парадных дверей и террас в двух сельских домах из Чувашии.
Рис. 13. Деревянные кружева на домах
Они поражают нас фантазией авторов, дивными рисунками и тонкостью их исполнения, и, проходя мимо них, невольно останавливаешься, а потом долго будешь помнить эту встречу с красотой. Что и говорить, работа кропотливая, выполняется она при полной отдаче души любимому делу. Выпиливание узоров и вырезание фигур выполняют мастера-кудесники, применяя инструменты: выкружные и пропиловочные пилы, ножовки, коловорот, плоские и полукруглые стамески и долота.
Пилы-ножовки
Как отмечали выше, ножовки относятся к ненатянутым пилам, которые, в отличие от лучковых, имеют более толстые полотна, соответственно более широкий пропил и повышенное усилие для продвижения полотна в распиливаемой древесине. В то же время ножовки, в последние 20–30 лет, все более и более вытесняют лучковые пилы из практики. Посмотрите, есть ли на прилавках магазинов полотна для лучковых пил или сами лучковые пилы. Их нет. Это связано с тем, что в последние 20–30 лет появились новые марки стали. Благодаря их использованию в ножовках полотна стали более прочными, твердыми, гибкими и тонкими, почти такими же, как в лучковых пилах. Средняя толщина полотна современных ножовок 0,8–0,9 мм вместо 1–1,2 мм толщины полотен, выпущенных лет 40–50 тому назад. И новинка последних лет — тефлоновое покрытие полотен ножовок, которое значительно облегчает продвижение пилы в пропиле в процессе распиливания древесины, и в то же время оно защищает полотно от ржавления.
Приведенные факты говорят в пользу современных ножовок — они просты по конструкции, легки в изготовлении и эксплуатации, и ими можно распиливать большие листы фанеры, плиты ДСП, ДВП, что невозможно делать лучковыми пилами. Поэтому в последнее время столяры и любители постепенно переходят на ножовки современного изготовления.
На рис. 7 приведено большое разнообразие ножовок, применяемых на практике, отличающихся друг от друга формой и размером полотен и рукояток. Рукоятки в ножовках имеют всевозможные очертания, но их можно разделить на следующие разновидности: прямые (цилиндрические), изогнутые, полузакрытые и закрытые. Их формы зависят от размера полотна и величины прикладываемого усилия на его продвижение в древесине. Прямые и слегка согнутые применяют в небольших ножовках, изогнутые — в ножовках средних размеров, а закрытые — во всех применяемых ножовках. Самый наилучший материал для рукояток ножовок — древесина твердых пород деревьев: яблоня, клен, бук, рябина. Такую рукоятку приятно брать в руки, она теплая, красивая, прочная и соткана из солнечных лучей. Поэтому очень многие мастера неудобные и некрасивые рукоятки в ножовках переделывают на деревянные красивой формы по своей руке.
Ножовки отличаются друг от друга размером полотна, формой зубьев, насеченных на нем. По размеру полотна они бывают широкие, узкие и длинные. Широкие и длинные ножовки (плотничные) применяют для распиливания широких досок и брусьев поперек волокон. Они благодаря большой ширине обеспечивают строгую прямолинейность пропила и высокую точность его направления. Узкие ножовки служат для распиливания тонких материалов и для пропиливания по кривой линии в качестве выкружной пилы. А широкие обушковые пилы применяют для пропиливания пазов в широких заготовках.
Основным элементом любой ножовки является ряд зубьев, в каждой пиле — своя форма зубьев и свои геометрические параметры. По форме зубьев ножовки изготавливают:
• для поперечного распиливания с треугольными зубьями симметричной формы с углом заострения β = 40–50° и углом заточки φ = 60–75°;
• для продольного распиливания с углом заострения β = 40–50° или 45–55°, передним углом γ = 10–20° и с прямой заточкой φ = 90° или косой φ = 75–80°;
• для смешанного распиливания с углом заострения β = 55–65°, передним углом γ = 10–15° и с прямой заточкой φ = 90° или косой φ = 75–80°.
Шаг зубьев поперечной и продольной ножовок от 2,5 до 6,5 мм, а у смешанных — от 1,5 до 5 мм. Длина режущей части полотна от 250 до 650 мм.
Промышленность, кроме стандартных ножовок, выпускает много их разновидностей. Рассмотрим разные виды ножовок.
Ножовки узкие пропиловочные (рис. 7,в) применяют, как и лучковые выкружные пилы, для выполнения окружностей, овалов и других фигур или криволинейных пропилов в плоских досках. Они характеризуются узкими и короткими полотнами с прямыми, изогнутыми или полузакрытыми рукоятками. Наиболее распространены ножовки с длиной полотна 300 и 350 мм и с шириной в широком конце 22 и 30 мм. Зубья смешанного пиления с углом заострения β = 60°, передним углом γ = -10°, большим разводом b = 2∙а, шагом t = 2–4 мм и углом заточки φ = 90° или φ = 75–80°.
Для выполнения замкнутых фигур в доске сначала высверливают отверстие, в которое можно поместить конец ножовки, и далее начинают выпиливать. Узкую пропиловочную пилу применяют там, где неудобно работать лучковой выкружной пилой.
Обушковые ножовки (рис. 7,г) используют в столярных деталях для выполнения неглубоких пропилов, запиливания коротких шипов и проушин и подгонки соединений, представленных на рис. 12. Обушковая ножовка имеет небольшую длину 300–350 мм, ширину 70-100 мм и тонкое полотно 0,5–0,8 мм. Зубья мелкие поперченного пиления с шагом t = 1,5–2 мм, их не разводят и затачивают надфилями. В ножовке верхняя часть усилена наглухо установленной стальной шиной, которая придает полотну повышенную жесткость, не позволяя изгибаться.
Ножовки двухсторонние (рис. 7,б). В некоторых конструкциях ножовок зубья нарезают на обеих кромках полотна: на одной для поперечного пиления, а на другой — для продольного. Встречаются ножовки с зубьями для продольного пиления: на выпуклой стороне для движения пилы от себя, а на вогнутой — на себя.
Ножовки прорезные (рис. 7,а,2 4). Зубья на полотнах ножовок могут располагаться на прямолинейной, выпуклой или вогнутой сторонах и дополнительно — на конце торцевой части. Ножовками, у которых зубья насечены дополнительно на конце полотна, пользуются при устройстве окон и проемов в стенах, потолках и полах, то есть в тех местах, где невозможно их выполнить обычными ножовками. Ножовки прорезные небольшой длины, широкие, зубья поперечного пиления шагом t ~ 2 мм и небольшим разводом, затачивают их надфилями.
Специальные пилы
Обзор пил завершаем кратким описанием специальных пил, не играющих в столярном ремесле большой роли. В то же время при выполнении некоторых столярных и плотничных работ бывает трудно обойтись без них, и их применение позволяет получать точные детали и соединять в узлы и изделия быстро, красиво и точно.
Наградки (рис. 14,а) служат для пропиливания пазов и шипов под шпонки при изготовлении массивных дверей из широких и толстых досок, широко используемых в строительстве различных подсобных помещений и жилых домов в сельской местности. Для выполнения пазов и шипов в таких дверях вышеописанные пилы оказываются непригодными: полотна коротки, рукоятки мешают и невозможно контролировать глубину пропила пазов и шипов. А применение наградой позволяет точно и быстро сплачивать доски в дверной щит.

Рис. 14. Наградка и ее применение для изготовления дверного щита:
а — конструкция наградки; б — дверной щит; в — сечение паза; г — шпонки; д — пропиливание паза наградкой; 1, 2, 3 — колодка, упор и винт с барашковой гайкой наградки; 4 — полотно пилы; 5 — доска дверного щита; 6, 7 — шпонка и паз; 8 — направляющий брусок; 9 — контур паза
В продаже наградок не бывает, их изготавливают сами столяры и плотники из куска обыкновенной пилы поперечного или смешанного пиления. Размеры полотна выбирают длиной 120–200 мм, шириной 60–70 мм и толщиной 0,4–0,7 мм и в верхней части вырезают две прорези для закрепления винтами в деревянной колодке, похожей на рубанок с двумя рукоятками. Необходимую глубину пропила паза регулируют выставкой полотна в колодке.
В наградках применяют полотна пил поперечного или смешанного распиливания древесины, желательно со следующими параметрами их зубьев: для смешанного пиления угол заострения β = 40°, передний угол γ = -5°, шаг t = 3 мм и заточка прямая φ = 90° и для поперечного пиления угол заострения β = 40°, шаг t = 3 мм и заточка с углом φ = 60–75°. Пропиливание древесины наградкой при выполнении пазов и шипов производят движением ее на себя: правой рукой тянут за ближнюю рукоятку, а левой слегка нажимают на вторую.
Рассмотрим изготовление щитовой двери из досок шириной 100–120 мм и толщиной m = 40–50 мм. Строганые и шпунтованные доски укладывают в ряд, сжимают струбцинами и проводят риски, соответствующие размерам пазов. Форма паза — равнобокая трапеция с углом при нижней стороне 45°, ее размеры определяют по толщине применяемых досок: нижняя сторона равна толщине доски m, высота h — 1/3 ее толщины, тогда верхняя сторона паза равна n = m — 2∙h. По намеченным рискам наградной пропиливают косые пропилы необходимой глубины под углом 45° к плоскости досок. Чтобы получить одинаковые углы пропилов паза, к сложенным и сжатым доскам прибивают брусок-накладку, выстроганный под углом 45°, который служит направляющей для полотна наградки. Таким образом выполняют пропилы сразу по всей ширине щита, древесину между ними выбирают стамеской или грунтубелем — и паз готов.
Шпонки для скрепления досок изготавливают из брусков по размерам выбранных пазов. На рис. 14, г показаны две шпонки: простая и с наплывом. Простые шпонки делают из брусков высотой, равной толщине досок, из которых собрано дверное полотно. Шпонки с наплывом прочнее простых, они плотнее прилегают к полотну двери и меньше пропускают тепла из помещения. Делать шпонки слишком тонкими не рекомендуется, так как их прочность снижается, и дверь часто коробится. Готовую шпонку вставляют в паз, слегка забивают, плотно сжимая доски дверного полотна, и срезают ее концы на конус. Итак, полотно двери готово.
Шпунтовка. Она служит для выполнения в столярных деталях шпунтов и фальцев, для выборки которых применяют еще и шпунтубели. Преимущество шпунтовки перед шпунтубелем заключается в том, что пороки обрабатываемой древесины (сучки, завитки, наклоны волокон, трещины) при использовании шпунтовки почти не сказываются на качестве и размерах шпунтов и фальцев.
Шпунтовку можно использовать, как фальцегобель, для выборки фальцев. В этом случае сначала выполняют пропил с лицевой стороны столярной детали, а затем — с кромочной стороны. В результате, получается фальц выбранных размеров.
На рис. 15 представлен общий вид шпунтовки, и, как видно из рисунка, она состоит из следующих деталей:
• деревянной колодки с рукоятками и с пристроенным пильным полотном размером 240х60 мм, в котором выполнены две прорези;
• передвижных вертикального и горизонтального упоров, благодаря которым можно регулировать глубину шпунтов и изменять расстояния от края детали до шпунтов;
• набора прокладок между пильным полотном и вертикальным упором, которые позволяют выбирать ширину шпунтов;
• двух шпилек с барашковыми гайками для установки деталей на колодку шпунтовки.
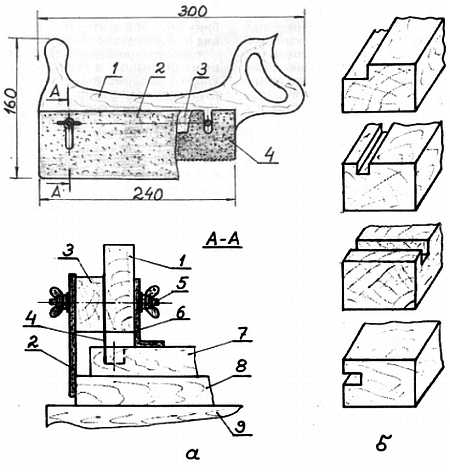
Рис. 15. Шпунтовка:
а — общий вид; б — фальц и шпунты в столярных деталях, выполняемые шпунтовкой; 1 — колодка; 2, 6 — вертикальный и горизонтальный упоры; 3 — прокладка; 4 — полотно пилы; 5 — шпилька с барашковыми гайками; 7 — обрабатываемая столярная деталь; 8 — направляющая доска, установленная на рабочем столе 9
В шпунтовках применяют полотна пил смешанного пиления со следующими параметрами: толщина 0,9–1 мм, угол заострения β = 40°, передний угол γ = — (5-10)°, шаг t = 4 мм с повышенным разводом, заточка зубьев — прямая, φ = 90°. Пропиливание древесины при выполнении пазов и фальцев производят движением шпунтовки от себя.
Принцип работы шпунтовки хорошо виден из рисунка. На верстаке или на рабочем столе располагают выструганную направляющую доску и на ней закрепляют обрабатываемую столярную деталь. В шпунтовке пилу настраивают посредством вертикального и горизонтального упоров на необходимую глубину шпунта и на распиливание одной его стороны. Закрепляют детали шпунтовки болтами. Так, выполняют пропил с одной стороны шпунта, далее передвигают обрабатываемую деталь относительно направляющей доски так, чтобы пила распилила пропил с другой стороны шпунта, и древесину между ними снимают тонкой стамеской или грунтубелем — и шпунт готов. Применяя шпунтовки, можно выполнять шпунты и фальцы на пласте столярной детали, а также на ее кромочной и торцевой сторонах (рис. 15,б). Шпунтовку можно усовершенствовать, используя несколько пильных полотен с прокладками между ними. Тогда можно за один проход получить шпунт или фальц необходимых размеров.
Шпунтовки применяют при изготовлении тонких ажурных изделий, например, шкатулок, рамок, ваз и т. д., где требуется высокая точность в соединениях деталей в их конструкциях с помощью шпунтов и фальцев.
Угловая пила. Все вышерассмотренные пилы — одноплоскостные, которые при распиливании древесины создают пропилы в одной плоскости. При выполнении некоторых столярных работ одноплоскостные пилы требуют дополнительных операций. Например, в процессе выполнения проушины в столярной детали сначала пропиливают два пропила, и промежуток между ними выбирают стамеской или долотом. Трудоемкость возрастает, если деталь широкая и толстая и промежуток между пропилами большой. В таких случаях удобно и эффективно использовать угловую пилу, показанную на рис. 16,а, представляющую собой ножовку, состоящую из двух частей: узкая часть — одноплоскостная, а вторая часть, которая поближе к рукоятке, — двухплоскостная. В угловых пилах насекают зубья для смешанного распиливания древесины.

Рис. 16. Угловая пила:
а — общий вид; б — последовательность выполнения проушины в столярной детали угловой пилой
На рис. 16,б показана последовательность выполнения проушины в столярной детали. Вначале узкой частью пилы пропиливаем вертикальный пропил, затем двухполостной частью — горизонтальным, в последнюю очередь — второй вертикальный пропил, и проушина готова.
В хозяйстве столяра и плотника угловые пилы встречаются редко.
Пилы для ручного раскроя шпона. Шпон представляет собой тонкий лист древесины, полученный путем строгания бруса поперек волокон или путем лущения чурбака на специальных станках.
Шпон широко применяется на производстве для облицовки поверхности изделий из древесины, изготовления фанеры, фанерных плит и т. д. Некоторые образцы показаны на рис. 17,в.
Раскрой шпона в домашних условиях выполняют пилами, которыми режут, как ножом, прижимая линейкой. На рис. 17,а,б показаны пилы для раскроя шпона: левосторонняя, правосторонняя и двухсторонняя.

Рис. 17. Пила для ручного раскроя шпона:
а, б — левосторонняя, правосторонняя и двухсторонняя пилы; в — плиты, облицованные шпоном
Зубья пил очень мелкие смешанного пиления, толщина полотна 0,6–1 мм, а режущая часть зубьев имеет толщину 0,2–0,3 мм. Пилы удобны для раскроя шпона твердых пород деревьев поперек волокон и под углом к ним. Их широко применяют любители мастерить при изготовлении всевозможных художественных изделий из дерева, мебели и т. д.
Чисторежущие пилы, общий вид которых приведен на рис. 18, при распиливании древесины создают узкий и чистый пропил благодаря тонкому полотну (0,7 мм) и мелкому зубу смешанного пиления (шаг 1,5 мм).
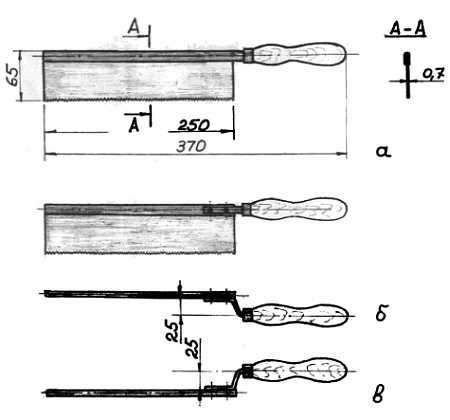
Рис. 18. Чисторежущие пилы с расположением рукоятки в плоскости полотна (а) и со смещением влево (б) и вправо (в)
Дополнительная жесткость тонкому полотну при его ширине (65 мм) сообщается устройством 0630а. Удобство пользования пилой и ее применяемость в различных условиях зависит от положения рукоятки относительно плоскости полотна. В связи с этим пилы изготавливают с рукоятками, расположенными в плоскости полотна и смещенными вправо или влево на расстояние 25 мм. В пилах первого исполнения рукоятка препятствует обзору распиливания древесины.
Чисторежущие пилы используют любители мастерить при изготовлении всевозможных художественных изделий из дерева.
Лобзиковые пилы. Для криволинейного выпиливания по тонкому дереву, фанере и пластмассе принимают ручную лобзиковую пилу, которая представляет собой П-образную металлическую раму, на концах которой с помощью винтов закреплена тонкая пилочка, и на одном конце рамы укреплена деревянная рукоятка. На рис. 19,б показана лобзиковая пила. Пилочки для лобзика делают в виде тонких узких стальных полосок, с одной стороны которых насечены мелкие зубья. Насечка бывает различной в зависимости от назначения пилочек. Пилками с крупными зубьями выпиливают детали крупного орнамента и с плавными переходами линий рисунка, еще используют для формирования шипов и прорезей. Кроме того, подобные пилки удобны для выпиливания деталей из толстой фанеры или из дощечек толщиной до 10 мм.

Рис. 19. Лобзиковая пила:
а — процесс выпиливания обрабатываемой детали лобзиковой пилой (б); в — подставка; г — пилки с разными шагами зубьев; д — образец детали, выполненной выпиливанием
Работать же над мелким орнаментом и пилить фанеру из твердых пород древесины рекомендуется только пилками с мелкими зубьями.
Устанавливая пилку в раму лобзика, надо следить, чтобы ее зубья были направлены вниз в сторону рукоятки. Сначала пилку фиксируют в нижнем зажиме, а затем — в верхнем. Пилку необходимо туго натянуть, так как пилкой, натянутой слабо, узор точно не выпилишь, да и ломаются такие пилки легко.
При выпиливании элементов замкнутого орнамента приходится в каждом элементе выполнять отверстие, чтобы пропустить в него пилку.
Обычно отверстия прокалывают шилом диаметром 1–3 мм. Для выпиливания обрабатываемую деталь располагают на специальной подставке, которую прикрепляют к рабочему столу струбцинами.
Научиться работать лобзиковой пилой нетрудно. Занимающийся выпиливанием усаживается на стул перед подставкой, кладет на нее деталь с рисунком, заводит пилку в отверстие, зажимает ее в лобзик и начинает пилить, придерживая левой рукой деталь (рис. 19, а). Лобзик вместе с пилкой надо держать все время строго вертикально и двигать вниз, распиливая древесину детали равномерно и не спеша. На рис. 19 показаны: лобзиковая пила, пилки, подставка, процесс пиления и образец детали, выполненный выпиливанием.
Лобзиковые пилы очень широко применяют во многих школьных кружках «Умелые руки», в которых юные мастера изготавливают выпиливанием ажурные изделия: рамочки, полочки, шкатулки и другие интересные вещи, которыми украшают свой дом и школьный класс.
Продолжение следует
Сварочные работы в пределах сельского дома и усадьбы
В.В. Ильин, М.С. Кананыкин
Более 60 % территории России покрыто хвойными и смешанными лесами, и основным строительным материалом в сельской местности является лес. Безусловно, дерево имеет целый ряд неоспоримых положительных качеств, главное из которых состоит в том, что оно является экологически чистым материалом. Однако дерево имеет и крупный недостаток — оно стареет и гниет. Его целесообразно использовать для строительства жилых помещений. Помещения для содержания скота виду повышенной влажности и присутствия ядовитых испарений целесообразно выполнять каменными, а хозпостройки — металлическими, как более долговечные.
В отличие от прошлых лет, на складах розничной торговли в широком ассортименте имеется уголок, прямоугольные и круглые трубы, оцинкованный лист — всё это основные материалы для создания каркасов хозпостроек. Гофрированный оцинкованный лист идет для облицовки наружных стен и покрытия крыш. Благодаря этому стало возможным изготовление из металла заборов, сараев, навесов, гаражей и других строений, долговечность которых в несколько раз больше, чем те, что выполнены из дерева.
Возникает вопрос. Можно ли самостоятельно освоить сварку? Что нужно знать и что нужно уметь? Применительно к поставленным задачам эта статья содержит ответы, а именно — речь пойдет о сварке металлоконструкций из низкоуглеродистых сталей, из которых изготавливается конструкционный металлопрокат, обладающий высокой прочностью и хорошей свариваемостью. Для исключения сложных операций, доступных только опытному сварщику (например, сварка потолочных швов), введены слесарные операции. В качестве иллюстрации приводится пример сооружения каркаса гаража с последующей облицовкой и покрытием крыши гофрированным оцинкованным железом.
1. Сварочный аппарат. Как было сказано выше, сооружение металлоконструкций на приусадебном участке будет производиться из низкоуглеродистого проката: угольника,
прямоугольных труб, листа, толщина стенок которого не превышает 4 мм.
При выборе аппарата необходимо ориентироваться на величину сварочного тока, который определяется в зависимости от толщины свариваемого металла и диаметра электрода:
Толщина свариваемого металла, мм: 0,5–1,5; 1,5–3; 3-5
Диаметр электрода, мм: 1,5–2,0; 2–3; 3-4
Величину сварочного тока определяют по формуле Iсв = К∙dэл, где
К — коэффициент, зависящий от диаметра электрода в А/мм,
dэл — диаметр электрода в мм:
dэл 1–2; 3–4; 5-6
К 25–30; 30–45; 45-60
Сварочные аппараты различаются по роду дуги, питаемой постоянным или переменным током. Дуга переменного тока менее стабильна, чем дуга постоянного тока. На практике в промышленности большинство сварочных постов ведут сварку на постоянном токе прямой полярности (плюс на электроде). При обратной полярности (плюс на изделии) с поверхности свариваемого металла удаляется ржавчина и грязь, повышается нагрев и расход электродов.
Сварочный аппарат должен получать питание от счетчика осветительной сети переменного тока напряжением 220 вольт.
В настоящее время в продаже имеются образцы отечественной и импортной продукции. Для решения ваших задач максимальный ток должен быть не менее 170 А, а минимальный — не более 60 А.
2. Электроды. Конструкционные стали (лист, уголок, швеллер, прямоугольные и круглые трубы), продаваемые на строительных складах, являются низкоуглеродистыми, и из них предполагается строительство различных сооружений при помощи сварки.
3. Светофильтры. Кроме сварочного аппарата, в его комплект входят электродержатель и защитный щиток для лица, снабженный светофильтром зеленого цвета. При сварочном токе до 100 ампер применяется светофильтр С—5, 200 ампер — С-6. Наружная поверхность светофильтра защищается от брызг металла обычным прозрачным стеклом, запас которого у сварщика обычно имеется.
4. Инструмент. Для освобождения сварного шва от покрывающего его шлака используют слесарное зубило с приваренной ручкой, молоток, клещи, струбцины.
5. Рабочее место. Сварка малогабаритных деталей ведется на столе, покрытом чаще всего алюминиевым листом, от которого брызги металла очищаются легче. Для крупных сборок необходима площадка большей площади с максимально возможной плоскостностью (например, выровненной по уровню), так как изделие, кроме естественного коробления, вызванного сваркой, повторит неровность площадки.
Рихтовку изделия в процессе сварки производят по результатам прилегания к площадке, которая в данном случае является контрольным инструментом.
6. Слесарные работы, предшествующие сварочным. В основном это заготовительные операции: разметка и разрезка. Для разметки используют рулетку со стальным полотном, металлический угольник. Разметка и разрезка материала должны вестись с точностью ±2 мм. Разрезку, в том числе и вырезку косынок из листа, целесообразно делать шлифовальной угловой машиной, представленной на рис. 1. Удаление заусенцев и снятие фасок производят на наждачном круге или вручную в тисках.
Рис. 1. Машина шлифовальная угловая
Рекомендуемые электроды
Тип электродов ∙ Для сварки ∙ Положение шва
Э42 ∙ Ответственных металлоконструкций из низкоуглеродистых сталей, работающих при статических и динамических знакопеременных нагрузках ∙ Любое
Э42А ∙ Особо ответственных металлоконструкций из низколегированных низкоуглеродистых сталей, работающих под давлением, при динамических нагрузках ∙ Любое
Э46А ∙ Ответственных металлоконструкций из низкоуглеродистых сталей ∙ Любое
7. Сварочные работы.
Приемы сварки в различных пространственных положениях
а. Сварка в нижнем положении.
При нижнем положении электрод можно перемещать в любом направлении: слева направо, справа налево, от себя или к себе. Электрод должен быть наклонен под небольшим углом (10–15°) к вертикали в сторону ведения сварки. Не следует наклонять электрод в сторону какой-либо кромки, чтобы при этом не вызвать появления подреза.
Если позволяют условия, швы соединения сваривают в положении «в лодочку», что наиболее удобно для сварщика. Корневой валик выполняют «ниточным» — без колебательных движений. В зависимости от размеров сечения швы выполняют однослойными или многослойными.
При многослойной сварке наложение каждого последующего слоя вызывает термообработку предыдущего слоя. Уширение швов выполняют благодаря колебанию торца электрода. Цель этих движении — создать общую сварочную «ванну» и обеспечить хороший провар.
б. Сварка в вертикальном положении. Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому объем расплавленного металла уменьшают снижением сварочного тока на 10–15 % по сравнению с нижним положением. В начале шва электрод устанавливают перпендикулярно поверхности свариваемого изделия, затем электрод немного наклоняют вниз для того, чтобы силой давления газов дуги препятствовать стеканию металла сварочной «ванны». Сварку ведут снизу вверх (рис. 2).
Рис. 2. Сварка в вертикальном положении
в. Сварка в наклонном положении. В практике изготовления сварных конструкций швы часто выполняют в наклонном положении, то есть швы ведут вверх по наклонной плоскости. Угол наклона до 20° не создает каких-либо затруднений в ведении процесса сварки. Несколько труднее выполнять сварку при наклоне 30–45°. При наклоне в 60–70° характер ведения процесса сварки близок к вертикальному.
г. Сварка в горизонтальном положении. Сварка в горизонтальном положении представляет значительно большие трудности, чем сварка в вертикальном — жидкий металл стекает с верхней кромки, при этом неизбежно образуется подрез. Для облегчения сварки скос кромки делают только у верхнего листа, швы выполняют ниточными валиками, сварочный ток снижают, а диаметр электрода уменьшают
д. Сварка в потолочном положении. Сварка в потолочном положении наиболее трудна, так как направление силы тяжести расплавленного металла противоположно направлению его переноса. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную «ванну».
Вывод
Наиболее простым для сварки пространственным положением является нижнее положение и «в лодочку». Всех остальных пространственных положений для сварки можно избежать, если сооружаемый объект будет разбит на отдельные сборки, которые в процессе изготовления могут занимать любое пространственное положение. Отдельные сборки в единую конструкцию собирают на болтах.
Такие виды сварки не являются сложными, однако и они требуют предварительной тренировки на. образцах, и только при устойчивых положительных результатах можно переходить к изготовлению задуманной конструкции.
Для иллюстрации сказанного ранее представляем вариант строительства металлического каркаса размером (по наружному обмеру) 6х4 м. Предлагаемый каркас при сплошной облицовке наружных стен может использоваться как сарай или гараж, а при наличии внутренней облицовки и окон — как кухня-столовая или жилье в летнее время (рис. 3).
Рис. 3. Металлический каркас:
А — боковая сторона; Б — глухой торец; В — лицевой торец с воротами; Г — стропильная ферма, два варианта
Рис. 3. (продолжение)
Материал, из которого сварен каркас, — труба прямоугольная 50x20 мм и лист толщиной 3 мм для изготовления косынок. Для предотвращения проникновения влаги из почвы пол, на котором будет установлен каркас, должен быть приподнят над землей на 15–20 см и иметь слой гидроизоляции по всей площади строения. Учитывая, что пол будет служить площадкой, на которой будет производиться сварка и по которой будет проверяться плоскостность сваренной конструкции, его выравнивают по уровню.
Каркас состоит из 4 секций «А», одной секции «Б» и «В» и 5 стропильных секций «Г». Для сварки элементы секции выкладывают на полу в соответствии с чертежом.
Особое внимание уделяют прямоугольности углов. Углы считаются прямыми (равными 90°), если диагонали секций будут равны. С этой целью лучше воспользоваться не мягким метром, а деревянной рейкой. Собранную секцию обваривают прихватками с обеих сторон попеременно, после чего проверяют на плоскостность по прилеганию к ранее выверенному полу и на прямоугольность углов по равенству диагоналей.
В случае деформации секцию рихтуют и только после этого обваривают полностью. Целесообразно окончательную обварку секций также вести, периодически меняя стороны. После обварки секцию еще раз проверяют, и если потребуется, рихтуют. Во время обварки сварные швы должны находиться в нижнем положении. Другие секции обваривают аналогичным образом.
Рис. 4,а. Общий вид заклепочника
Рис. 4,б. Нормализованные заклепки к заклепочнику
Рис. 4,в. Технология постановки заклепки
а: 1 — труба каркаса, 2 — гофрированный лист оцинкованного железа; б: сверление отверстия, установка заклепки. Наложение заклепочника на стержень заклепки; 3 — заклепочник; 4 — стальной стержень заклепки; 5 — алюминиевая часть заклепки; в; окончательная операция — развальцовка заклепки и обрыв стержня в месте его утоньшения. Удаление заклепочника
Собирают секции, кроме стропильных, на болтах. Вертикальные наружные стены и ворота покрывают оцинкованным листом на заклепках с помощью заклепочника, представленного на рис. 4,а,б,в. Покрытие крыши производят тем же листом. Но для этого к угольникам, приваренным к верхнему брусу стропильной фермы, должна сначала быть привернута доска, к которой потом прибивают обрешетку.
Работа заклепочника заключается в том, что при нажатии на ручки заклепочника цангой захватывается стержень заклепки 4 и развивается усилие, достаточное не только для развальцовки заклепки 5, но и для обрыва стержня 4.
1. Электробезопасность и пожаробезопасность
Располагая величиной сварочного тока, вы приобрели сварочный аппарат. Нужно его подключить. Сварщик находится в особых условиях — его рабочее место расположено под открытым небом, на влажной земле. Там же находится сварочный аппарат, работающий под напряжением 220 В, и подводящие к нему питание кабели. В данном случае с точки зрения электробезопасности и пожаробезопасности важно всё: возможности электросхемы строения принять дополнительную нагрузку, марка кабелей, находящихся в неблагоприятных условиях, одежда и обувь работающего.
На рис. 5 изображена часть электросхемы сельского дома. Она соответствует требованиям Правил устройства электроустановок (ПУЭ) (издание седьмое), принятым в октябре 1999 г.
Рис. 5. Схема подключения сварочного аппарата к электросети дома:
L1, L2, L3 — фазные провода уличной сети; PEN — совмещенные нулевой рабочий и нулевой защитный провода; N — нулевой рабочий проводник; РЕ — нулевой защитный проводник; S — рабочее место сварщика; А — сварочный аппарат; В — розетка подключения сварочного аппарата
Питание сварочного аппарата должно производиться от счетчика. В том случае, если включение произведено в сеть, то отрезок сети от включения до счетчика будет находиться под двойной нагрузкой, вследствие чего сечение проводов должно быть увеличено. Длина кабеля от дома до сварочного аппарата не должна превышать 30–40 м, а длина кабеля от сварочного аппарата до электрододержателя не должна превышать 3 м. В противном случае мощность сварочного тока падает.
К сварочным проводам, которые лежат на земле и в эксплуатации могут подвергнуться воздействию ударных или раздавливающих нагрузок, трению о металлические части, увлажнению, предъявляют особо жесткие требования, в силу чего их замена нежелательна. Для подвода тока от сварочного аппарата до электрододержателя применяют кабели марок РГД, РГДО, РГДВ, а остальная его часть (от сварочного аппарата до домовой сети) может быть заменена кабелем марок КРПГН, КРПСН, КРПНТ.
Характеристики кабелей
РГД — кабель с медной многопроволочной жилой с резиновой изоляцией в резиновой оболочке. Используется для соединения сварочных аппаратов с источником переменного напряжения 220 вольт и электрододержателей.
РГДО — то же, облегченной конструкции.
РГДВ — то же, со вспомогательными жилами для дистанционного управления.
КРПГН — кабель с медными жилами повышенной гибкости с резиновой изоляцией в резиновой, не распространяющей горение оболочке.
КРПСН — кабель с медными жилами повышенной гибкости с профилированным сердечником, резиновой изоляцией в резиновой маслобензостойкой, не распространяющей горение оболочке.
КРПНТ — кабель с медными жилами нормальной гибкости в оболочке из маслобензостойкой резины, не распространяющей горение.
Площадь сечения одножильного кабеля выбирают по максимально току сварочного аппарата. Например, площадь сечения кабеля для сварочного тока 200 А берут 40 мм, для 100 А — 20 мм2. Диаметр круглого проводника сечением 40 мм2 равняется 7,2 мм, а 20 мм2 — 5,0 мм.
Электробезопасность обеспечивается соблюдением условий труда и применением индивидуальных средств защиты: прекращение работы под дождем, в мокрой одежде, без сухих рукавиц, в ботинках на металлических шпильках или гвоздях; неиспользование переносной лампы напряжением более 12 В, недопустимость ремонта электрооборудования на строительной площадке.
2. По медицинским показателям
При дуговой сварке выделяются вредные для здоровья человека газы, сварщик подвергается облучению сварочной дугой. Газы, выделяющиеся при сварке, вызывают отравление, могут задерживаться в организме, вызывая хронические заболевания.
Вредное воздействие сварочной дуги заключается в том, что она является источником светового, инфракрасного и ультрафиолетового излучения, что вызывает помутнение хрусталиков глаз.
Для того чтобы защитить себя от вредного воздействия луговой сварки, нужно пользоваться масками со светофильтром требуемой плотности. Кисти рук и тело от излучения и брызг должны быть защищены перчатками и одеждой из брезента или плотной ткани. Необходимо воздерживаться от сварки оцинкованных и отделанных другими металлами деталей.
Канал с обзорами, анонсами новинок и книжными подборками
 Книжный Вестник
Книжный Вестник
Бот для удобного поиска книг (если не нашлось на сайте)
 Поиск книг
Поиск книг
Свежие любовные романы в удобных форматах
 Любовные романы
Любовные романы
О психологии, саморазвитии и личностном росте
 Саморазвитие
Саморазвитие
Детективы и триллеры, все новинки
 Детективы
Детективы
Фантастика и фэнтези, все новинки
 Фантастика
Фантастика
Отборные классические книги
 Классика
Классика
 ВКОНТАКТЕ
ВКОНТАКТЕБиблиотека с любовными романами, которая наверняка придётся по вкусу женской части аудитории
Любовные романы
Библиотека с фантастикой и фэнтези, а также смежных жанров
Фантастика
Самые популярные книги в формате фб2
Топ фб2
книги